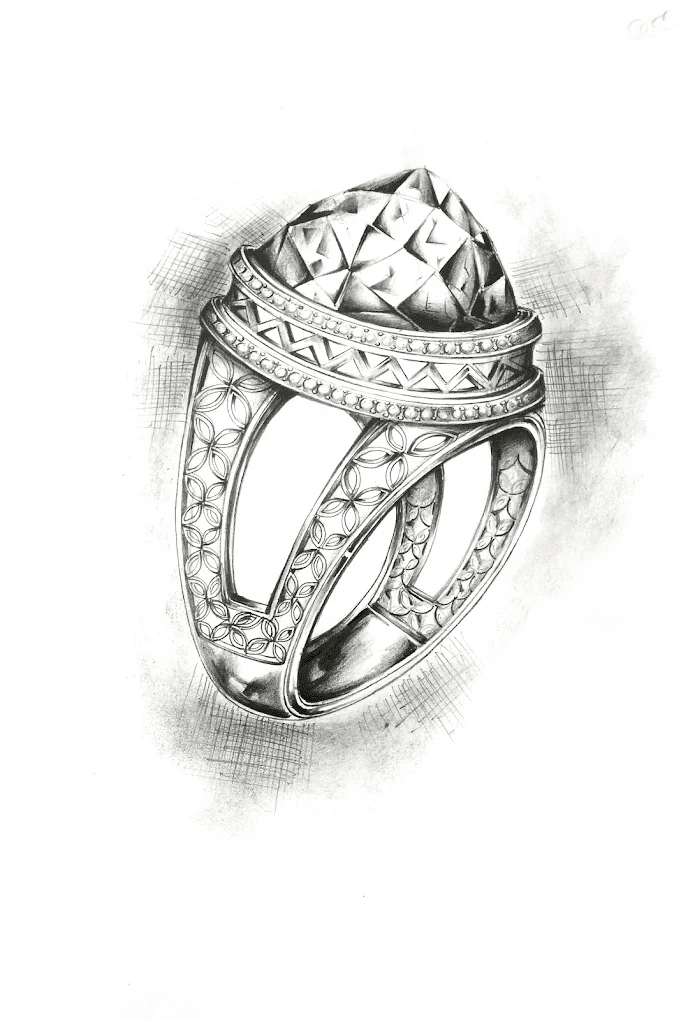

Every design we create is a collaboration of creativity, accuracy, and engineering.
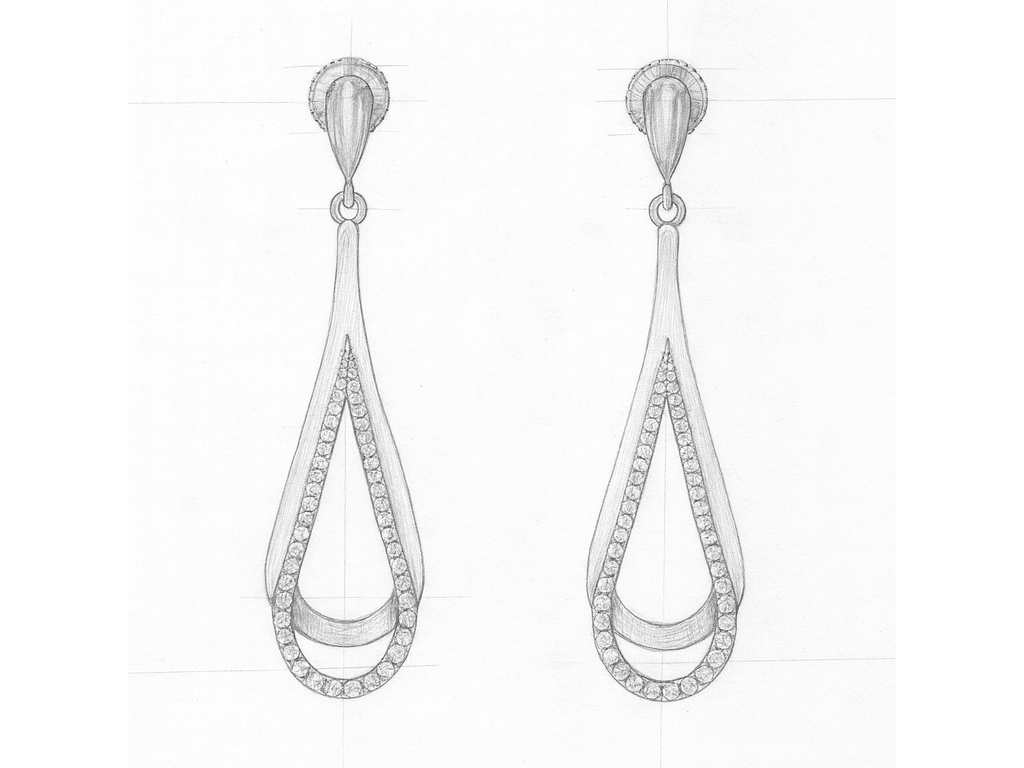
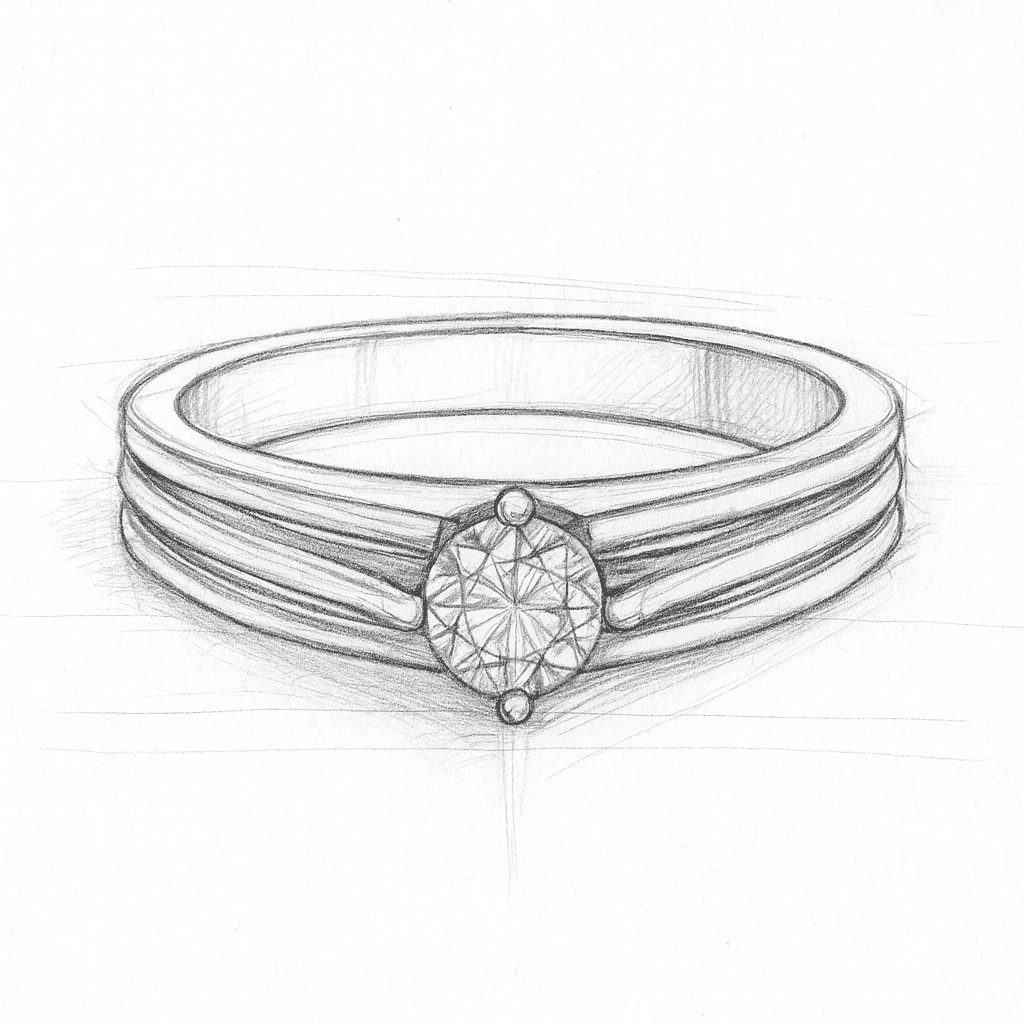
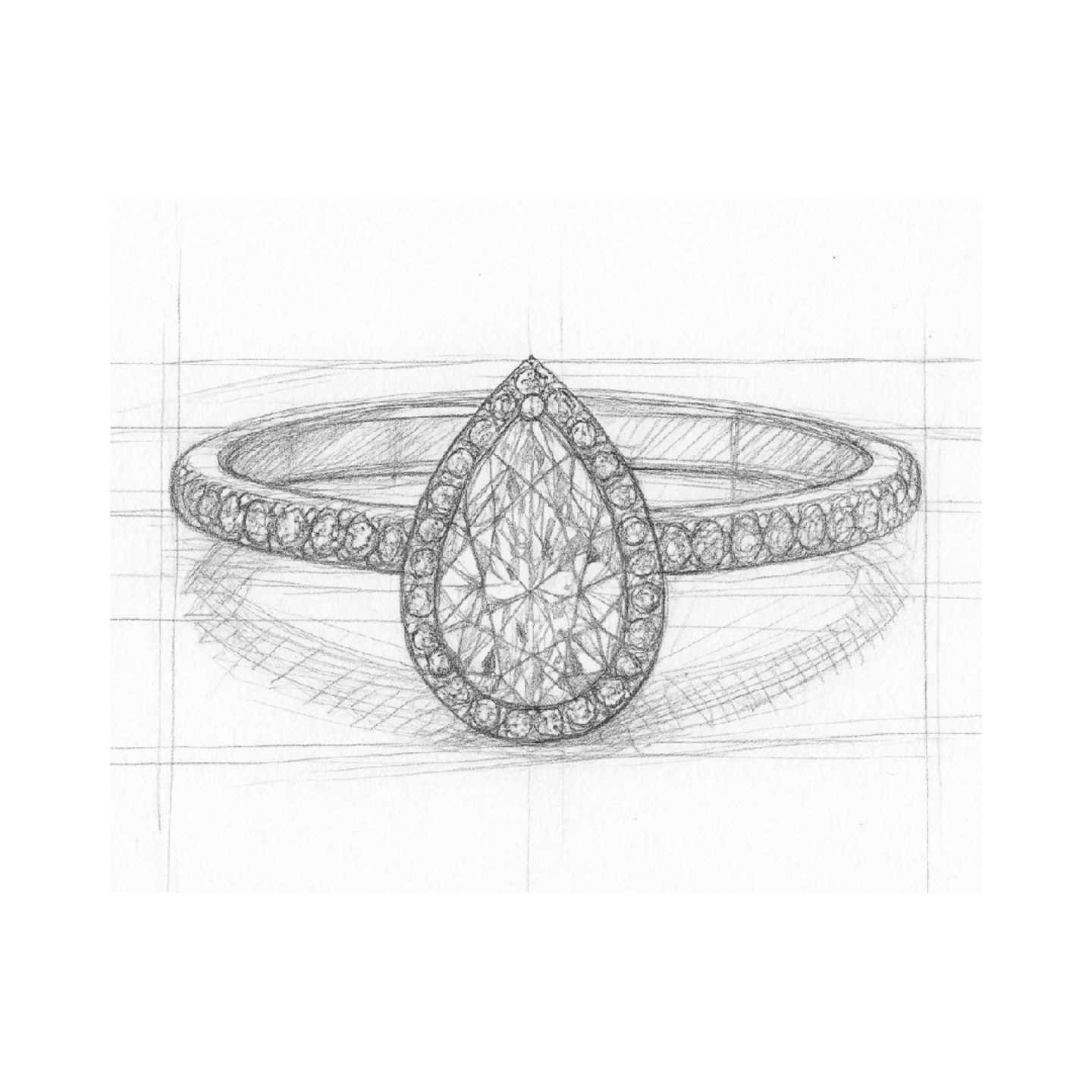
From hand-drawn concepts to final STL files — our work speaks through precision, balance, and timeless beauty.
A closer look at our design evolution — from concept sketches to CAD accuracy to realistic visualization.
Each piece represents the harmony of design intuition and digital precision, engineered for beauty, balance, and flawless casting.





Explore answers to the most commonly asked questions before you start working with us.
We model directly to the size system your market uses (US/UK/EU), then verify against the ISO 8653 ring-size method, which defines how sizes are measured on a calibrated ring stick and the allowable tolerances. This lets us convert sizes accurately (e.g., US 6.5 ⇄ ISO circumference) and keeps CAD dimensions consistent with the jeweller’s sizing tools. If you’re unsure, send the customer’s finger size and country—our worksheet maps it to the correct internal diameter/circumference before we start. For wedding bands or eternity rings, we also account for width-related “fit feel” so the finished piece matches the size the client expects.
Share the exact millimetre sizes (and counts) for every stone plus cut type (RB, princess, pear, etc.). We build seats and prongs to your stones—not catalog averages. We also check girdle protection and bearing cuts so stones sit secure without stress. Guidance from GIA on prong bearing fit and girdle considerations informs our QC—e.g., avoid gaps in the bearing and ensure sufficient prong thickness at the seat; thin girdles benefit from protective settings (bezel/V-prong). You’ll receive a dimensioned PDF showing seat depths and clearances so your setter knows what to expect at the bench.
Renders are for approval and expectation-setting; the final look varies with alloy, surface prep, and stones. In CAD, we lock proportions, prong geometry, pavé spacing, and metal thickness; the render shows approximate polish and lighting. What matters for production is the watertight STL and the engineering beneath the image. If you’re 3D printing masters, we’ll export with clean manifolds and orient the model for your print vendor. For direct-cast resins, we follow manufacturer notes (burnout temps, feature support) so small details and pavé structures survive investment and casting.
Yes. Many files look fine on screen but fail checks for minimum wall/prong thickness, seat clearance, mesh errors, or weight. Our optimization covers:
Healing non-manifold/mesh defects for a watertight STL,
Rebuilding seats and prongs for the actual stone batch,
Balancing galleries/under-supports to avoid sink or warp,
Weight tuning across 14K/18K/PT targets,
Pair symmetry for earrings (mirrored and axis-aligned).
If you intend to print: we’ll advise tolerance/fit expectations typical for castable resins so hinges, posts, and interlocking areas behave after burnout and casting. You’ll get a short QC checklist with the handoff.
We’re not an assay office, but we place hallmark/engraving zones on drawings when requested and keep them away from high-stress or thin sections. For UK clients, we follow public hallmarking guidance on what constitutes a full UK hallmark (sponsor’s mark, metal fineness, assay office town mark, optional date letter) and leave clean recess/flat areas sized for stamping or laser marking. You/your manufacturer still submit to the appropriate Assay Office for testing and application of the marks; our role is to ensure the design has a practical, accessible placement.
Turn your ideas into cast-ready CAD models — precise, fast, and production-safe.
Upload your sketch, image, or concept, and get a free feasibility quote within hours.
Serving Jewelry Brands Worldwide
New York, Los Angeles, London, Dubai, Australia
Website Designed with care by Dexbil